









铝合金加工时发生熔敷的原理
铝合金一般质地柔软,工件材料特性良好,但由于其具有熔融点低、延展性好的特点,容易在精加工表面及刀具上发生熔敷。使用普通钢加工用的丝锥进行加工时,由于切削刃的前角不足,刀尖上容易发生熔敷,加大了加工难度。此外还会因积屑瘤导致表面粗糙度变差、加工精度变差等问题。
避免熔敷并稳定加工的要点
(1)切削温度的控制
需要尽可能降低切削温度。在刀具方面,可以采取提高前刀面的表面粗糙度以使排屑顺畅,或给刀尖提供冷却效果显著的冷却液等对策措施。
(2)使用挤压丝锥进行加工
如果使用进行塑性加工(挤压加工)的挤压丝锥,就可以避免切削刃上的熔敷以及丝锥折断等问题。
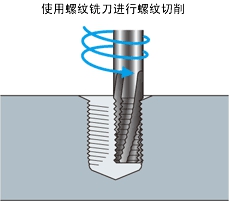
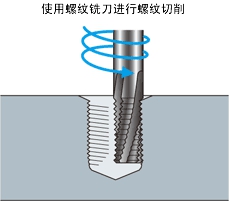
(3)使用螺纹铣刀进行加工
能够将切屑细碎分断并排出的螺纹铣刀最适合加工铝合金。
能够进行高速切削也是其优点之一。
螺纹铣刀的优点
1、实现高精度、高质量的螺纹孔加工
使用丝锥进行螺纹切削时,经常出现底孔的精度问题导致螺纹精度、表面粗糙度降低的情况。使用螺纹铣刀,
(1) 可以确保较大的排屑空间,(2)因为是铣削加工的关系,能够实现高精度、高表面粗糙度的螺纹孔加工。
2、螺纹孔加工的稳定化与合理化
过去较多使用的丝锥在切削时发生的崩损等可能会导致故障,螺纹铣刀由于上述(1)的刀具特性关系,
能够实现稳定的切削。使用同一刀具对用钻头加工的底孔进行倒角和螺纹切削也将成为可能。
3、万一发生折断故障也容易清除
使用丝锥进行螺纹孔加工时最大的问题就是折断时的清除作业。螺纹铣刀即使万一发生折断,也能够方便地加以清除。
螺纹铣刀使用程序举例
