






THG 2000材料
发布时间:
2025年02月12日
一般THG 2000是一种含有铬、钼、钒的合金钢,可用于可转位刀片钻头和铣刀的基体。
THG 2000材料可进行软化退火和预淬火处理。
主要特性如下:
•在高温和低温下都有良好的耐磨性
•良好的韧性和延展性
•良好的高温强度和抗热疲劳性
•良好的淬透性,适合空气淬火
•热处理过程中变形小
与普通工具钢相比,机械加工性能得到改善,更易于进行钻细孔和攻丝加工。它特别适用于感应淬火,在不降低材料硬度的同时还能对其PVD涂层处理。
主要元素含量% | C 0.39 | Si 1.0 | Mn 0.4 | Cr 5.3 | Mo 1.3
| V 0.9 |
交货状态 | 预淬火硬度: HRC41-45 软化退火硬度接近185 HB | |||||
颜色代码
| 黄色/紫色 - 软化退火 紫罗兰色/灰色 - 预淬火 | |||||
THG 2000是一种高强度特种钢,适用于对材料力学性能要求苛刻,同时要有良好的可加工性能。
应用实例:
•可转位刀片钻头和铣刀的基体
•铣削夹盘和刀具锥柄
•用于机动车的高应力传动轴和传动部件
•连铸机中轧辊
•夹具
•用于承载高温部件的传送辊
性能
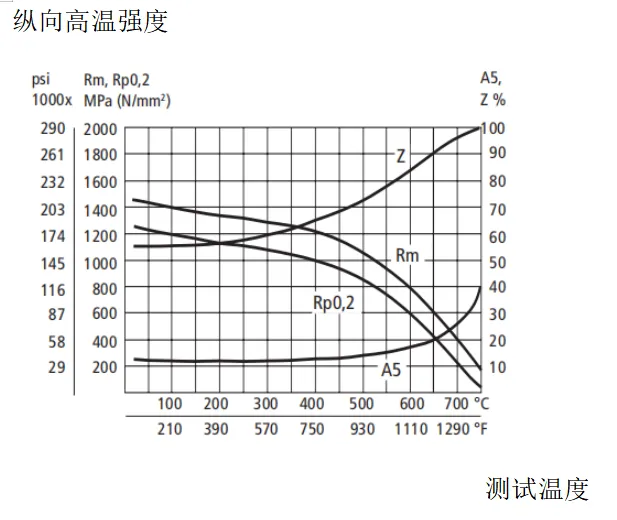
物理数据,淬火回火至HRC45。

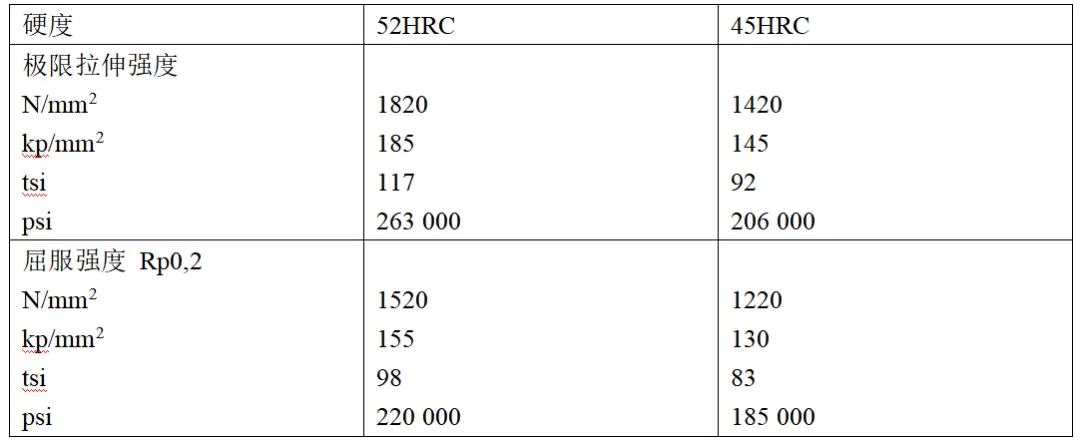
机械性能
室温下拉伸强度近似值
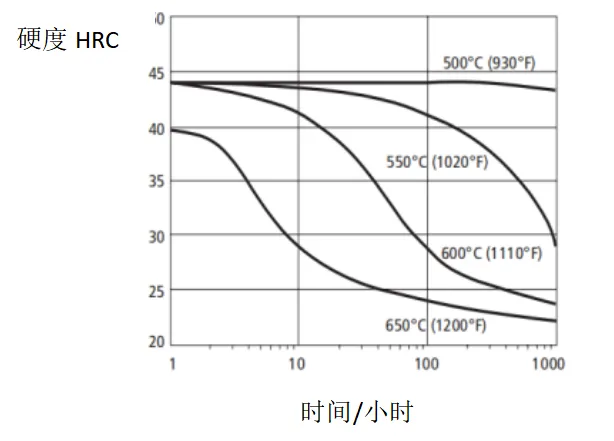
不同温度下,淬火时间对硬度的影响
热处理
软化退火
加热至850℃(1560°F)软化退火,防止钢脱碳和加热。使其在炉中以每小时10°C的速度冷却至650°C(1200°F),然后在空气中自然冷却。
释放应力
粗加工后,建议做应力释放,然后将零件加热至650℃(1200°F),并在此温度下保持两个小时,缓慢冷却至500°C(930°F),然后在空气中自由冷却。
淬火
预热温度:600-850°C(1110-1560°F)。
奥氏体化温度:900-1030°C(1650-1890°F),通常为1020°C(1870°F)。
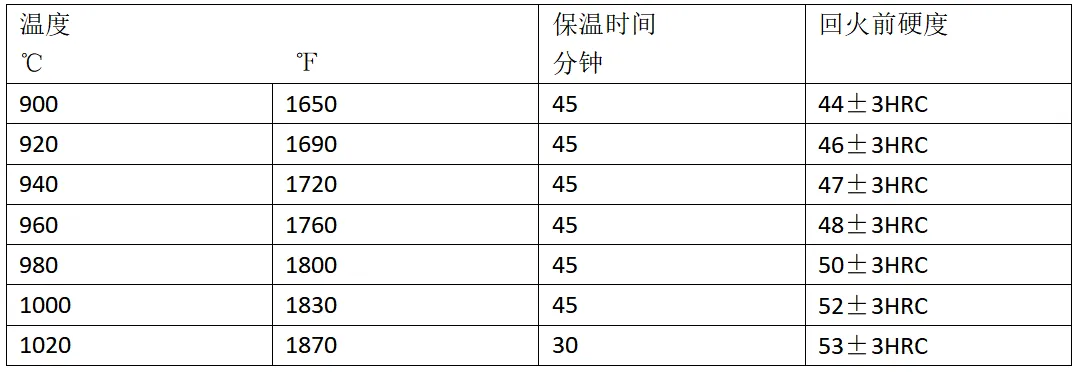
保温时间=零件在完全加热后在规定温度下保温的时间
在淬火过程中防止零件脱碳
淬火介质
•循环空气或大气
•真空炉(具有足够的正压)
•在180℃-220°C(350-430°F)或450-550°C(840–1020°F)的马氏体分级淬火或者硫化床淬火,然后在空气中冷却
•油中冷却温度为60-70°C(140-160°F)。
注意:温度降至50-70°C(120-160°F),就要对零件进行回火。
回火
根据所需硬度选择回火温度,回火两次,中间冷却至室温。最低回火温度是180°C(360°F)。在相应温度下保温时间至少为2小时。
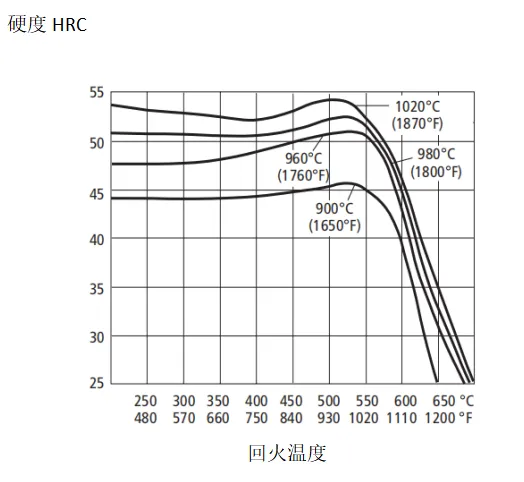
由于在这个温度范围内钢件韧性降低,通常不建议在425-525°C(800-980°F)范围内回火。
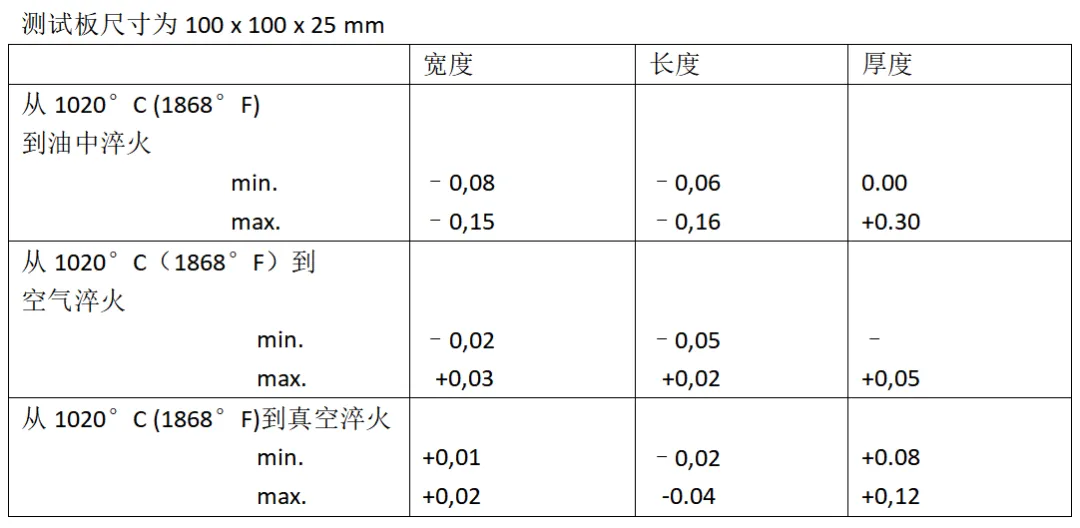
淬火过程中的尺寸变化
回火过程中的尺寸变化
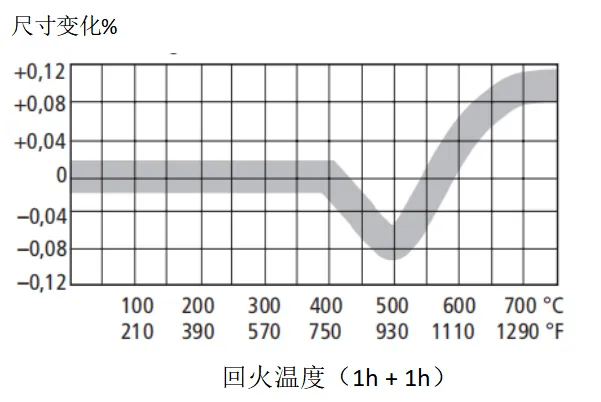
注意:在淬火和回火期间发生的尺寸变化是累积的。
表面处理
表面处理增加了表面硬度,钢的耐磨性,提高其抗弯扭性能,改善疲劳性能。
THG 2000可以进行如下表面淬火:
渗碳温度:900°C(1650°F)
奥氏体化温度:980°C(1795°F(华氏度))
冷却:在空气或油中
回火:250°C(480°F)两次,或525°C(980°F)两次。
表面硬度:58±3HRC。

渗氮
氮化产生非常硬的表面层,其耐磨损、耐腐蚀。然而氮化层是脆性的,如果受到机械或热冲击,会开裂或击碎,随着层厚的增加,风险增大。零件必须在一定温度下淬火和回火,其淬火和回火的温度至少要比氮化温度高50℃(90°F)。
510°C(950°F)时在氨气中氮化,或480°C(896°F)时在25%氮-75%氢气的混合物中下进行等离子体氮化处理,表面硬度可达到1100HV0.2。通常,优选离子氮化,因为它能更好的控制氮势的。特别是它避免了“白色亮层”的形成,然而气体氮化是可接受的。THG 2000也可以在气体或盐浴中进行氮碳共渗,产生900-1000HV0.2的表面硬度。
氮化层厚度
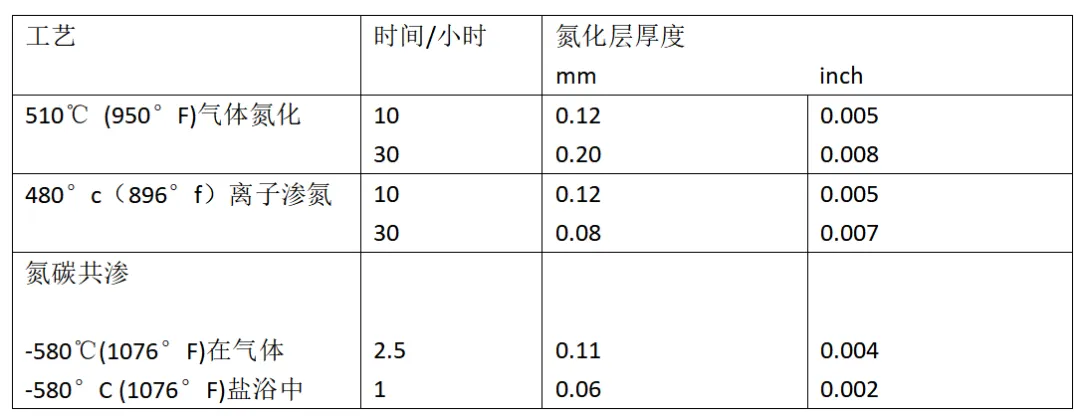
在高温环境下应用的零件,对其氮化时氮化层厚度不要超过0.3 mm(0.012英寸)。
THG 2000材料在软化退火状态下其硬度和表面厚度会有所降低,但是也能进行氮化处理。
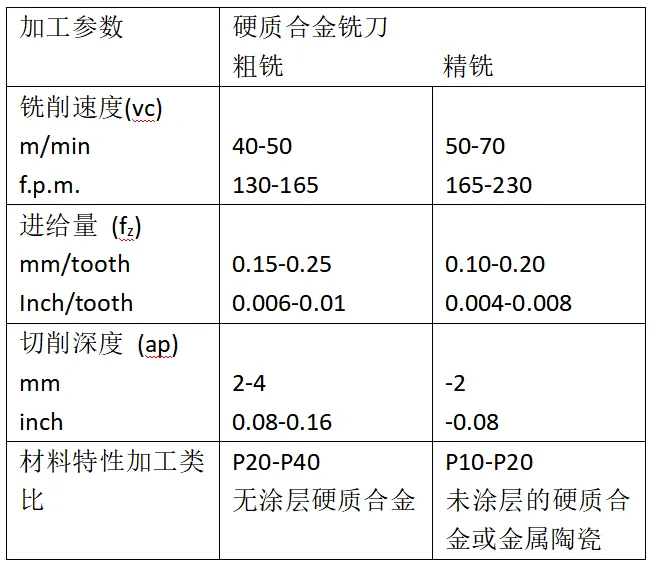
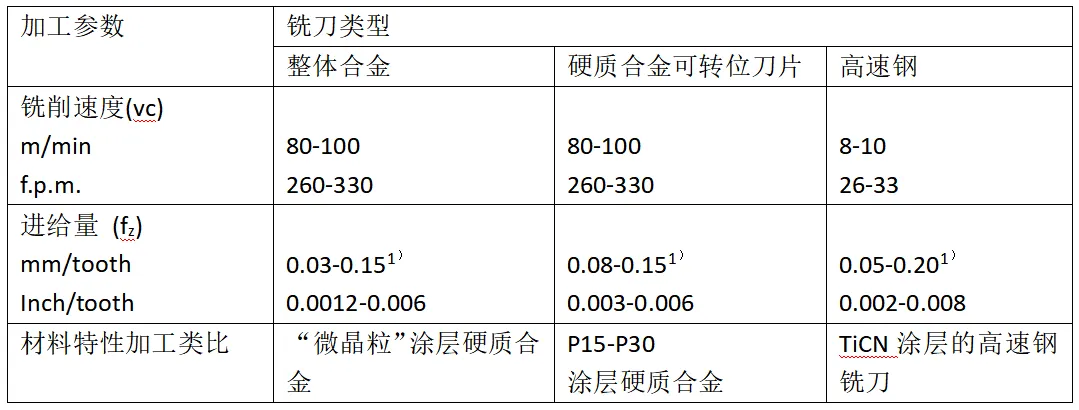
铣削
圆周铣削
端铣
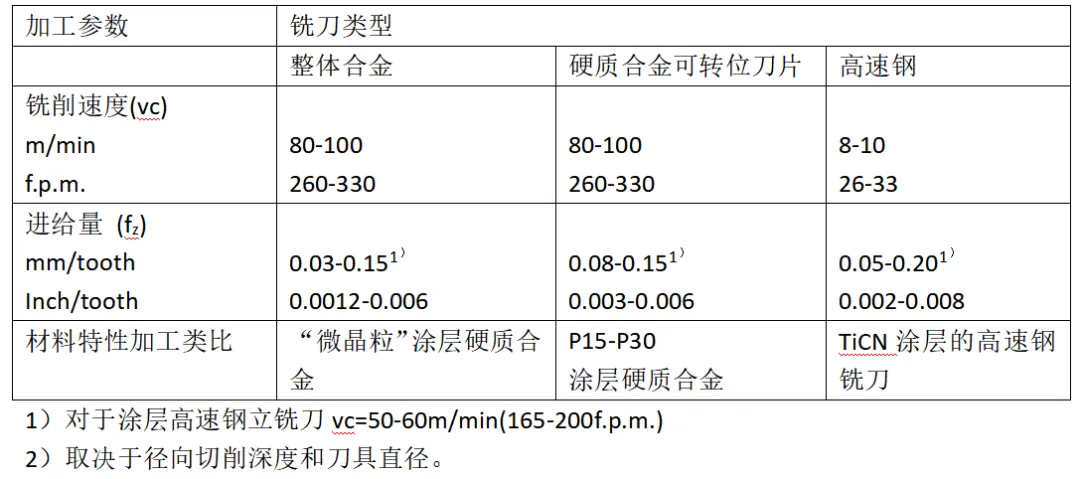
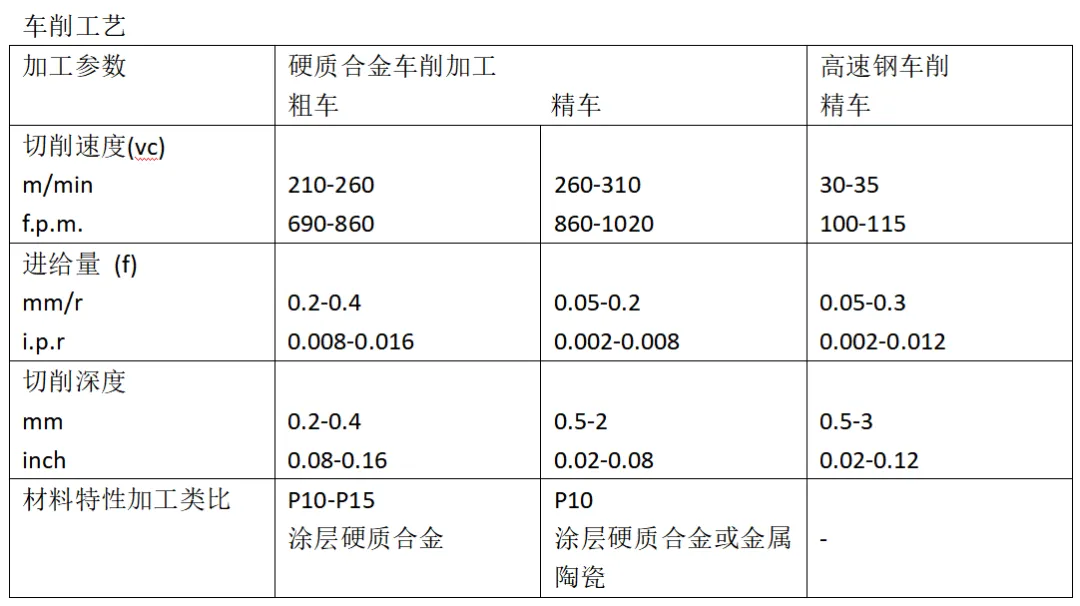
THG 2000材料硬度为41-45HRC的预淬火状态下,切削参数:
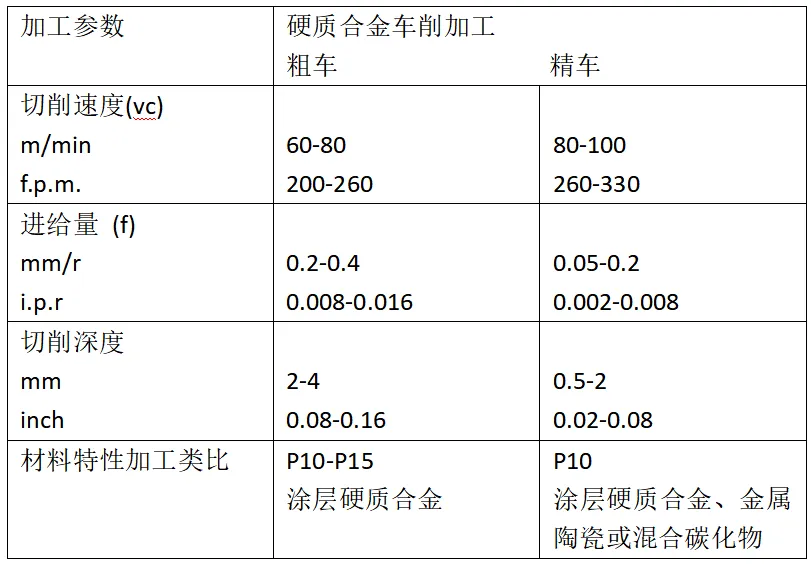
车削
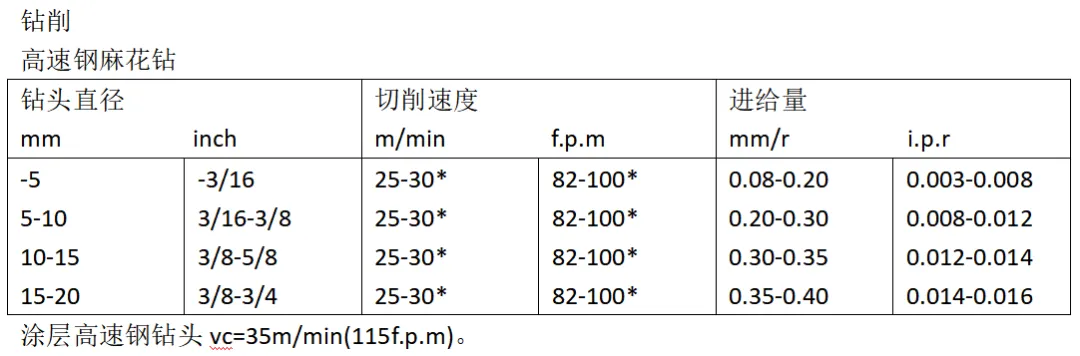
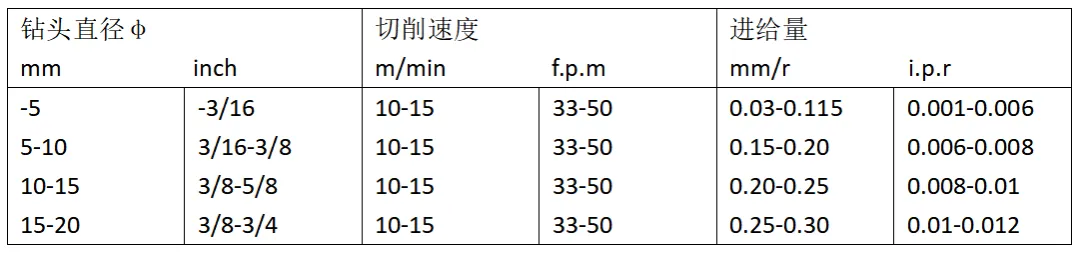
钻削
TiCN涂层高速钢钻头的钻削加工
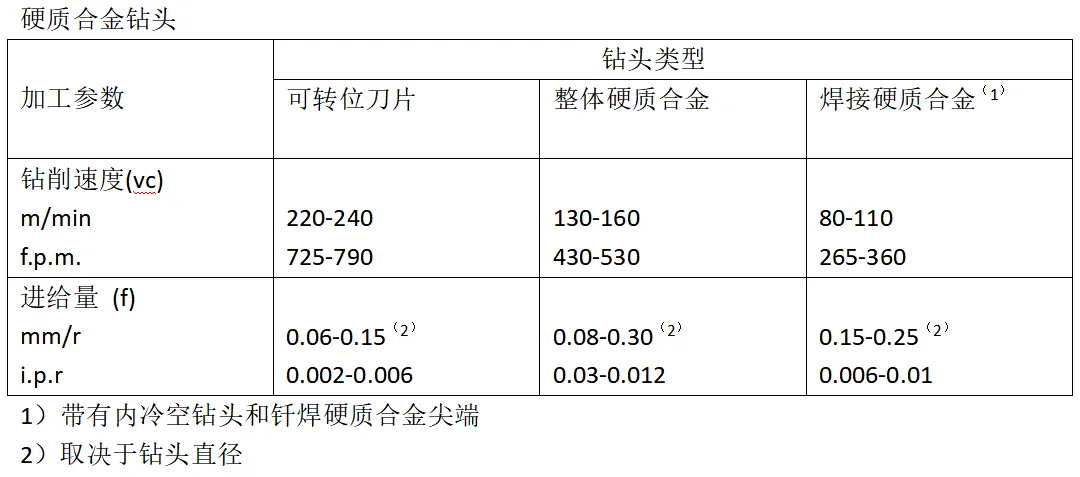
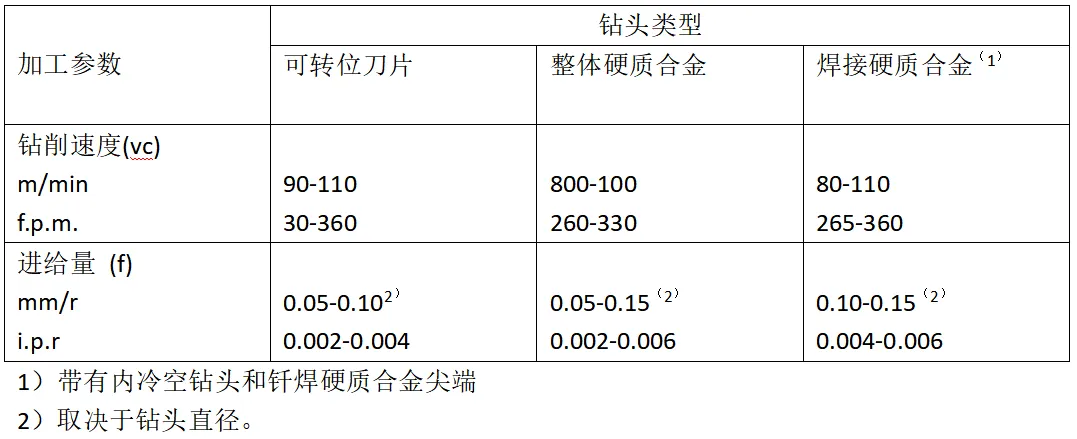
硬质合金钻头
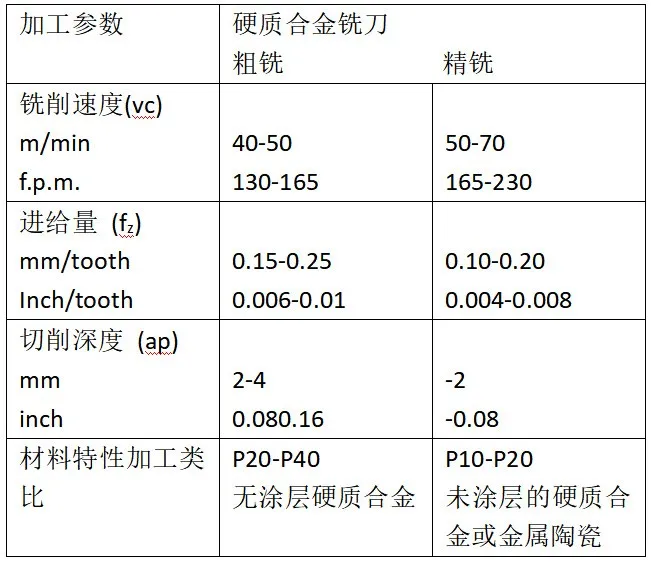
铣削
圆周铣削
端铣
上一页:
下一页:
相关新闻
2025年05月20日
2024年10月16日
2024年05月20日
2024年03月22日






服务热线
邮箱

联系我们
地 址:哈尔滨市开发区哈平路集中区东海路8号
电 话:0451-86818743
传 真:0451-86545528
邮 箱:dalf@dalf.cn或 dalf_tools@vip.163.com
技术部:jishubu@dalf.cn