






液压刀柄结构及使用方法
发布时间:
2025年03月28日
液压刀柄工作原理:

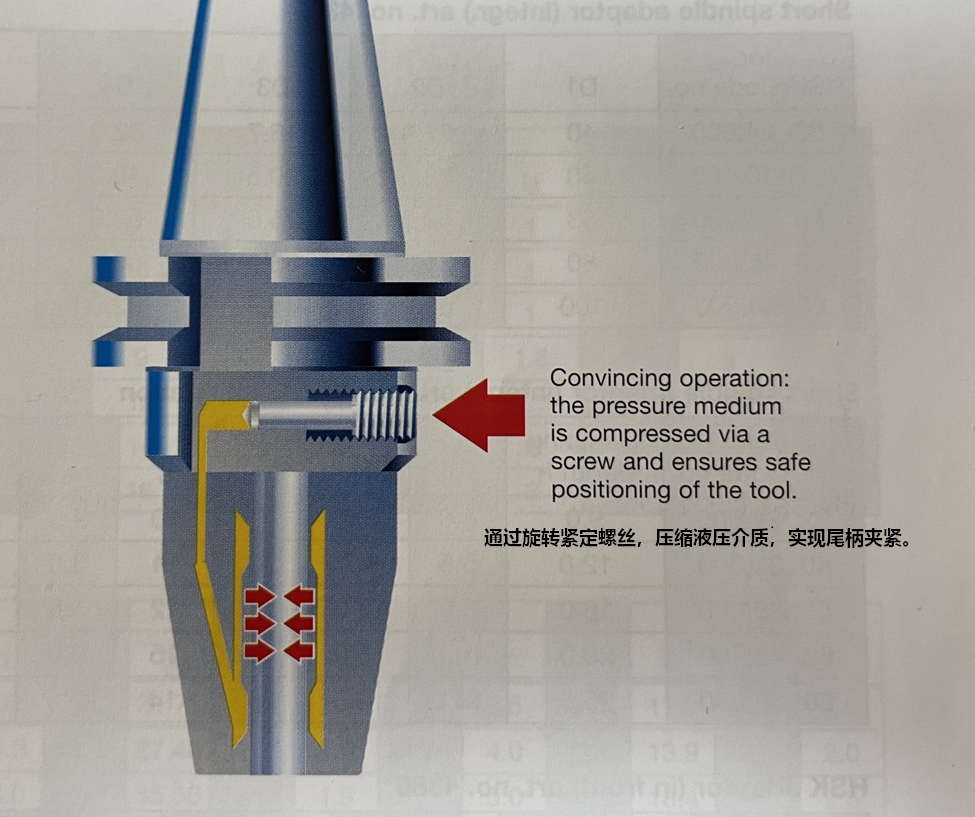
拧紧活塞夹紧螺钉,通过压力活塞对液体媒质加压,从而向薄壁膨胀套筒施加高压,膨胀套筒膨胀,向夹紧套筒施加高同心夹紧力。
液压刀柄夹持刀具尾柄标准及精度
夹持尾柄标准:DIN 6535
夹持直径与精度:
同轴度≤0.003(尾柄直接夹持,无转接套)

同轴度≤0.005(尾柄间接夹持,转接套)

柄部夹持最小长度:
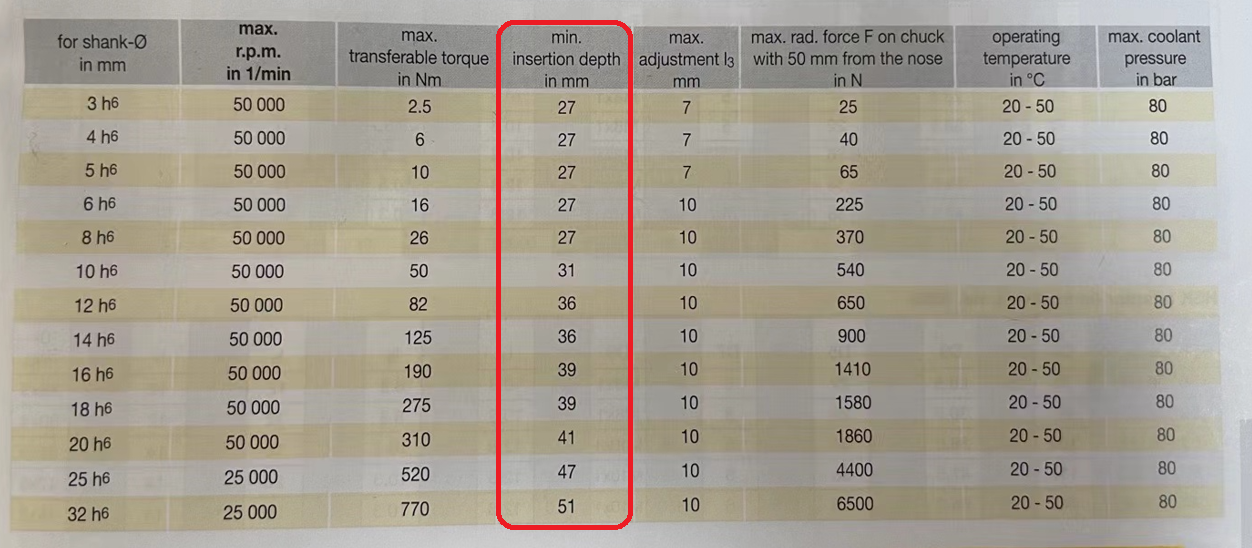
备注:如果尾柄的夹持长度小于表格中要求的最小夹持长度,那么夹持精度会降低。同时会有夹持力不够,产品与刀柄发生相对转动的风险。
液压刀柄夹持精度:
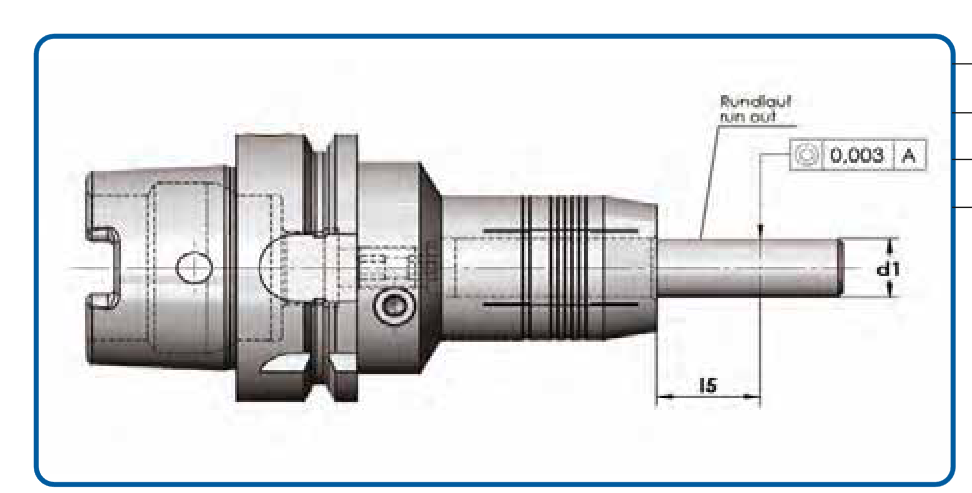
重复装夹时,相对于基准A的同轴度能够达到0.003以内。
测量位置L5 : 刀具直径 Ø6 至 Ø20 :L5= 2 × d1
刀具直径超过 Ø20 :L5= 1.5 × d1
液压刀柄使用及维护注意事项
使用前应擦干净液压夹头上的防护油。
放松活塞夹紧螺钉,把刀具放入孔中直至接触止推销。因加工深度不同而无法密切贴紧时,请使用液压筒夹。未使用筒夹时,请不要超过刀柄内径下端8mm以上距离。(大于8mm以上时,会导致刀柄内径缩小而变形)
未插入刀具时请勿空拧活塞夹紧螺钉,空锁螺钉会导致刀具无法插入,刀柄漏油以及精度下降。
禁止拧开液压刀柄上已封闭螺丝。如拧开液压刀柄上封闭螺丝会导致漏油,刀柄无法正常使用。
拧紧活塞夹紧螺钉最大扭矩不得大于10NM。
夹持刀具尾柄标准及精度应达到本规范4.2要求。
柄部最小夹持长度应符合本规范4.2要求。
液压刀柄使用理想温度区间为10-50℃,不得超过80℃。
液压刀柄存放时应是非夹紧状态,保持清洁,轻微涂抹防锈油。
液压刀柄报废标准
严重磨损
液压刀柄的夹持部位出现严重磨损,导致夹紧力下降,无法稳定夹持刀具。
功能失效
液压系统的密封性能下降,出现漏油现象,导致刀柄无法正常工作。
刀柄内部零件损坏,如活塞,弹簧等,导致夹持或释放刀具的功能失效。
损伤及裂纹
刀柄表面或内部出现裂纹,存在安全隐患。
刀柄因撞击或摔落导致严重损伤,影响使用性能。
无法满足夹持精度要求
按本规范4.2检测液压刀柄夹持精度,如无法保证夹持精度要求,则返厂维修或报废。
相关新闻
2025年05月20日
2024年10月16日
2024年05月20日
2024年03月22日






服务热线
邮箱

联系我们
地 址:哈尔滨市开发区哈平路集中区东海路8号
电 话:0451-86818743
传 真:0451-86545528
邮 箱:dalf@dalf.cn或 dalf_tools@vip.163.com
技术部:jishubu@dalf.cn